ASTM A370:鋼材の機械的試験

引張試験片
ASTM A370の試験片には、丸く削ったもの、平らなもの、製造時のままのものなど、さまざまな形状があります。この規格では、棒材、管材、ファスナー、線材、丸材など、多数の一般的な試験片の寸法を定義しています。

試験メソッド
一般的な金属試験規格の大半と同様、ASTM A370にも応力速度制御、ひずみ率制御、クロスヘッド変位制御の3つの試験コントロールが記載されています。ASTM E8/E8Mでは、これらのタイプの制御は、A法、B法、C法と呼ばれています。ASTM A370では、引張試験コントロールはASTM E8/E8Mの方法を参考に、ASTM A370規格内のさまざまな材料と用途に応じた特有の計算が追加されています。メーカーは一般的に、試験の全期間にわたってクロスヘッド変位を使用して試験を実施するか、弾性係数の計算では応力速度制御に依存し、その後、試験の残りの期間についてはクロスヘッド変位制御に切り替えます。以下のビデオでは、「ひずみ率制御」の方法についてより詳しく説明しています。
グリップと伸び計
丸棒や平板の試験に適したさまざまなグリップ技術がありますが、油圧のくさび式グリップやサイドアクショングリップは一般的で汎用性の高いオプションです。ただし、ASTM A370の一部の材料(たとえばチューブやファスナーなど)には、より特殊なソリューションが必要となります。
付属書1 - 棒材
この付属書は、平板、円形、矩形、六角形、および八角形の形状を持つ試験片の熱延と冷延棒材の試験片寸法と伸び計ゲージ長さの要求事項について述べています。棒材を試験する場合は、一般的に比例くさび式グリップを推奨します。しかし、棒材は引張強度が非常に高いため、標準的なくさび式グリップで引張試験中に滑りが生じると、一部の棒材(特にばねの製造に用いられるタイプ)がフェースに大きな損傷を与える可能性があります。このような場合、試験中や試験片の破壊時に材料をより確実に保持するために、非比例グリップを使用することを推奨します。
熱間圧延棒鋼の試験片は、全断面で未加工のため、ひずみ測定には8インチのゲージ長の測定器が必要です。伸び計に適したオプションは、ゲージ長が調整可能なインストロンAUTOX750か、インストロンのEシリーズW-6280-8やW-6280-200など、専用の8インチゲージ長の手動クリップ式装置のどちらかです。熱間圧延材は、インストロンのAVE2のような非接触式伸び計では試験できません。試験中の薄片の破片により、ゲージマークが試験片から外れたり、装置のゲージマークが見えなくなる可能性があります。
冷間加工された材料は機械加工により断面が減少しているので、AUTOX750、AVE2、または手動クリップ式装置などの適切な2インチゲージ長の伸び計を使用します。クラスB2の伸び計は0.2%のオフセット降伏点に適していますが、より低いパーセンテージの降伏計算が必要な場合は、B1クラスの装置を推奨します。
また、付属書1は、熱間圧延棒鋼と冷間圧延棒鋼の両方に対する曲げ試験の要件を網羅しています。材料寸法が許せば全断面の材料で試験を行いますが、必要であれば機械加工した試験片の寸法を付属書で規定していますばん 曲げ試験は、材料の表面に亀裂がないかどうかを目視で検査する目的で行われ、インストロンのW-6810とW-6812曲げ試験用治具が必要です。


付属書4 - 丸線
付属書4では、丸線製品のグリップとして、主に補助的なくさび式グリップとカム式緩衝グリップの2種類について触れています。これらのソリューションはいずれも、性質上、可鍛性もある低容量ワイヤーのテストに適しているとみなされます。全断面丸線試験片のゲージ長は10インチです。この種の試験片に対する試験では、グリップの近くで試験片の破損が発生した場合、試験結果は報告対象とはみなされないため、フェースの破損が課題となる場合があります。そのため、グリップアライメントが重要です。ひずみ測定が必要な場合は、10インチのゲージ長のクリップ式装置や、AUTOX750のような自動ソリューションが適切です。
| A370丸線ソリューション | |
|---|---|
2714-107タイヤコードグリップ |
|

高容量万能材料試験機のカタログ
インストロンの高容量試験機には、電気機械および高荷重の油圧式試験システムが含まれ、引張および圧縮用途に対応します。荷重容量は100 kN~2,000 kNです。

6800シリーズ 万能材料試験機
インストロン6800シリーズ万能材料試験機は、他に類のない精度と信頼性を提供します。特許申請中のオペレーター保護機能に基づき、最新のスマートクローズエアキットおよび衝突緩和機能を搭載した6800シリーズは、材料試験をかつてないほどシンプルに、スマートに、安全にします。
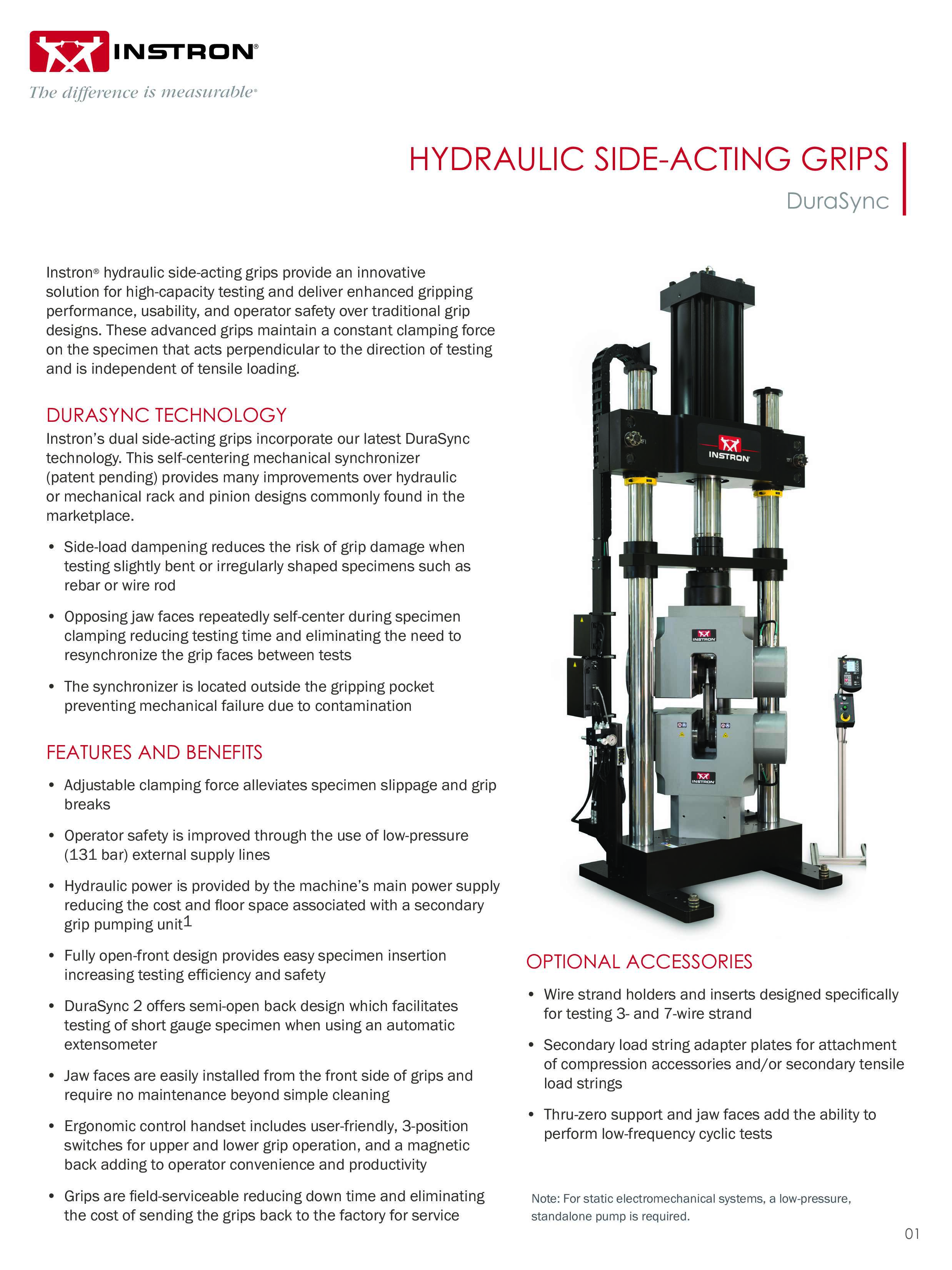
油圧式サイドアクショングリップ(DuraSync)
インストロン油圧式サイドアクショングリップは、高荷重試験を前提に設計されています。試験片に対し、引張荷重とは無関係に、試験方向に垂直な一定の把持力を保ちます。

2743-401 油圧式くさび型グリップ
インストロンの100 kN油圧式くさび型グリップは、高容量試験のための革新的なソリューションを提供し、グリップ機能、使いやすさ、およびオペレーターの安全性を向上させます。

産業用シリーズ DXモデル
大容量の引張試験、圧縮試験、曲げ/曲げたわみ試験、せん断試験用に設計されたDXシリーズ試験システムは、2つの試験空間と単一の設置面積を特徴としています。オペレーターの安全が非常に重要であることを理解しているDXシリーズ試験機は、高品質の材料、コンポーネント、職人技を採用しており、金属、線材、締結部品、コンクリート、木材の試験に最適です。

電動振子式衝撃試験システム MPXシリーズ
インストロンの電動振子式衝撃試験システム、MPXは金属試験片のシャルピーおよびアイゾット試験規格に最適なシステムです。MPXは300~900ジュールの荷重容量をラインナップしており、効率的で操作が簡単なため、試験の大量処理に適しています。