ISO 6892: 금속 재료의 인장 시험
ISO 6892에 따른 금속 인장 시험 수행 방법

ISO 6892-1은 상온에서 금속 재료의 인장 시험에 가장 일반적으로 채택되는 시험 표준 중 하나입니다. ISO 6892-1:2016은 여러 차례 개정된 금속 시험 표준의 현재 버전입니다. Instron®은 위원회에 적극적으로 참여하여 당사 제품이 표준을 준수하고 팀이 향후 변경 사항에 대해 교육받을 수 있도록 합니다.
2019년에 발표된 세 번째 개정판은 이 표준의 최신 버전이며, 두 번째 개정판(ISO 6892-1:2016)을 취소하고 대체합니다. 최신 버전에는 사소한 변경 및 수정만 도입되었습니다. 이러한 업데이트는 최신 표준의 서문에 열거되어 있습니다. 두 번째 개정판에서는 세 가지 다른 시험 방법(방법 A1, 방법 A2, 방법 B)에 대한 설명에 훨씬 더 중요한 개정이 도입되었습니다.
ISO 6892-1은 ASTM E8/E8M과 유사하지만 동일하지는 않습니다. 본 가이드는 ISO 6892-1 인장 시험의 기본 요소를 소개하고 필요한 재료 시험 장비, 소프트웨어 및 인장 시편에 대한 개요를 제공하도록 설계되었습니다. 그러나 시험을 수행할 계획이 있는 사람은 이 가이드를 전체 표준을 읽는 것에 대한 적절한 대체물로 간주해서는 안 됩니다.
초판: ISO 6892-1:2009
2판: ISO 6892-1:2016
현행판: ISO 6892-1:2019
표준의 진화
ISO 6892-1의 가장 큰 진화 중 하나는 주로 금속 인장 시험에서 상당한 어려움을 초래할 수 있는 시험 제어 방법과 관련이 있습니다. 이러한 진화는 주로 TENSTAND 프로젝트의 일환으로 수행된 작업에 의해 주도되었으며, 재료의 변형률 민감도로 인해 동일한 표준으로 시험하는 다른 기계 간의 시험 속도가 다른 결과를 초래한다는 것이 확인되었습니다. 2009년 버전에서는 변형률(방법 A)을 기반으로 하는 시험 속도를 도입했으며, 이는 선호되는 방법이 되었습니다. EN10002:2001에서 계승된 전통적인 시험 방법은 수동 작동 기계에 필요했던 탄성 영역 동안 응력 속도를 유지하는 것을 기반으로 했습니다. 이 원래 방법도 유지되었으며, 표준의 2009년 버전에서 '방법 B'가 되었습니다.
방법 A의 도입은 많은 사용자들이 방법 A가 폐쇄 루프 변형 제어가 가능한 장비를 사용해야만 달성할 수 있다고 생각하여 혼란을 야기했습니다. 그러나 일관된 크로스헤드 속도를 사용해서도 달성할 수 있었습니다. 이러한 상황을 명확히 하기 위해 ISO 6892-1은 두 번째 개정판인 ISO 6892-1:2016에서 다시 개정되었습니다. 2016년 버전에는 A1, A2, B의 세 가지 시험 방법이 포함되어 있으며, 이전 방법 A는 두 가지 명확하게 정의된 시험 방법인 방법 A1(폐쇄 루프 변형 제어)과 방법 A2(일관된 크로스헤드 속도)로 나뉘고, 방법 B는 탄성 영역 동안 응력 속도를 유지하는 것을 기반으로 계속됩니다. 방법 B에는 응력 제어를 유지해야 하는 시험 범위를 명확히 하기 위한 주석이 추가되었습니다. 아래 비디오는 방법 A1에 대해 더 자세히 설명합니다.
무엇을 측정하나요?
ISO 6892-1은 상온에서 모든 형태의 금속 재료의 인장 특성을 측정합니다. 관리된 조건에서 수행되는 시험은 23°C ± 5°C의 온도에서 실시해야 합니다. 고온 시험의 경우 ISO 6892-2를 참조하십시오. ISO 6892-1은 다양한 인장 특성을 측정하며, 그중 가장 일반적인 항목은 다음과 같습니다:
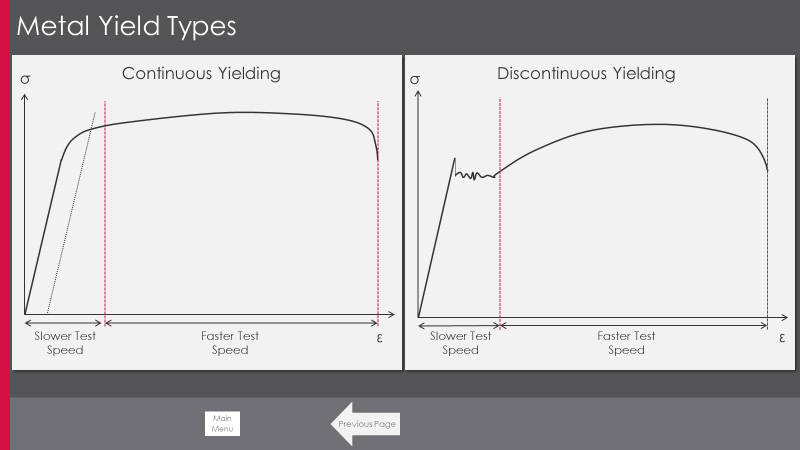
항복 강도는 재료가 영구적으로 변형되는 응력입니다. ISO 6892-1은 상부 및 하부 항복 강도를 모두 결정합니다. 항복 현상에 따라 ISO 6892-1은 불연속적으로 항복하는 재료에 대한 상부 및 하부 항복 강도 요구 사항과 연속적으로 항복하는 재료에 대한 오프셋 항복 방법을 명시합니다.
항복점 연신율 - 불연속적으로 항복하는 재료에만 적합하며, 항복점 연신율은 불연속 항복의 시작과 끝에서 시편의 연신율 차이입니다(응력 증가 없이 변형률 증가가 발생하는 영역).
인장 강도 - 인장 시험 중 재료가 견딜 수 있는 최대 힘 또는 응력.
단면 감소율 - 재료의 연성을 측정하는 값입니다. 이는 시편의 원래 단면적과 시험 후 가장 작은 단면적 사이의 차이이며, 일반적으로 원래 단면적의 백분율 감소로 표현됩니다. 가장 작은 단면적은 파단 시 또는 파단 후에 측정할 수 있습니다.
표본
ISO 6892-1은 금속 재료가 사용되는 방대한 응용 분야로 인해 다양한 시편 유형을 수용합니다. 주요 시편 유형에는 시트, 플레이트, 와이어, 바 및 튜브가 포함됩니다. 시편 준비 및 측정에 대한 자세한 내용은 다음 부록에서 확인할 수 있습니다.
부록 B: 0.1mm에서 3mm 두께의 얇은 제품(시트, 스트립, 평판)에 사용되는 시험편 유형.
부록 C: 직경 또는 두께가 4mm 미만인 와이어, 바 및 단면에 사용되는 시험편 유형.
부록 D: 두께가 3mm 이상인 시트 및 평판, 직경 또는 두께가 4mm 이상인 와이어, 바 및 단면에 사용되는 시험편 유형.
재료 테스트 시스템
ISO 6892-1 시험은 다양한 금속에 대해 수행되므로 시스템 힘 요구 사항이 크게 다를 수 있습니다. 시험기의 힘 측정 시스템은 ISO 7500-1 클래스 1 이상을 준수해야 합니다. Instron 6800 시리즈는 판금(10kN)부터 강판(600kN)까지 시험에 적합한 시험 프레임을 제공합니다. 6800 시리즈는 사전 로드된 베어링, 정밀 볼 스크류, 매우 견고한 크로스헤드 및 베이스 빔, 저신장 구동 벨트를 포함한 우수한 로드 프레임을 제공합니다. 이러한 기능은 전반적인 고급 성능에 기여하여 매우 정확한 결과를 생성합니다. 또한 이러한 기능은 시험 중 저장되는 에너지를 최소화하는 데 도움이 되며, 이는 ISO 6892-1에 따라 고강도 금속 재료를 시험할 때 특히 두드러집니다.
그립
ISO 6892-1 시험에 적합한 다양한 그립 기술(쐐기형, 유압식, 공압식 등)이 있으며, 이들은 시편에 클램핑 힘을 가하는 방식에 따라 비례형 또는 비비례형으로 분류될 수 있습니다.
비례형 그립은 시편에 가해지는 힘이 적용되는 인장 하중에 비례합니다. 시험 중 인장 하중이 증가함에 따라 시편에 대한 그립력도 증가합니다. 쐐기형 그립은 비례형 그립의 인기 있는 옵션이며, 다양한 시험 응용 분야에 맞게 수동, 공압 및 유압식으로 제공됩니다. 쐐기형 그립의 모양은 비례 압력을 가할 수 있게 합니다. 즉, 시편에 인장력이 가해지면 시편이 쐐기의 가장 좁은 영역으로 더 단단히 당겨져 그립 압력이 증가합니다.
비비례형 그립은 시편에 대한 클램핑 힘이 일정하게 유지되며 적용되는 인장 하중과 무관합니다. 이는 측면 작동 그립 및 클램핑 힘이 시편의 인장 하중과 직접 관련이 없는 전원에 의해 생성되는 피로 등급 유압 쐐기형 그립의 일반적인 특징입니다. 이 전원은 일반적으로 고압(210 bar/3000 psi 이상) 유압 공급 장치입니다. 비비례형 그립의 한 가지 이점은 클램핑 힘이 일반적으로 더 조절 가능하여 더 많은 잠재적인 응용 이점을 제공한다는 것입니다. 예를 들어, 가공되지 않은 시편을 시험할 때 미세 조정은 사용자가 최적의 그립 압력을 달성하는 동시에 조기 파손을 유발할 수 있는 응력 집중을 최소화하는 데 도움이 될 수 있습니다.

신율계
ISO 6892-1 시험에 일반적으로 사용되는 신장계는 클립온 장치, 비접촉 장치 및 자동 접촉 신장계의 세 가지 유형이 있습니다. 필요한 계산에 따라 신장계는 ISO 9513 클래스 1 또는 2를 준수해야 합니다. 2630 시리즈와 같은 클립온 신장계가 가장 일반적으로 사용되는 유형입니다. 이 장치는 매우 정확하고 안정적인 변형률 데이터를 제공할 수 있으며 일반적으로 다른 유형보다 구매 비용이 저렴합니다. 고처리량 시험실에서 살아남고 시험 중 제거되지 않을 경우 고용량 금속 시편 파손으로 인한 충격을 흡수할 수 있을 만큼 견고해야 합니다.
AutoX750과 같은 자동 접촉 장치는 반복 가능한 클램핑 힘과 배치라는 이점을 제공하여 수동으로 클립온 신장계를 배치하는 다른 작업자 간의 편차를 줄일 수 있습니다. 자동 접촉 장치는 또한 여러 게이지 길이에 적응할 수 있어 다양한 시편 유형을 시험해야 하는 사용자에게 비용 효율적일 수 있습니다. AutoX는 파손될 때까지 시험 내내 장착되어 있을 만큼 견고하게 설계되었습니다. 그러나 Bluehill® Universal 소프트웨어와 결합하면 AutoX750은 시편 파손 직전에 자동으로 제거되도록 설정하여 칼날의 과도한 마모를 방지할 수 있습니다.
AVE3 자동 비디오 신장계와 같은 비접촉 장치는 신장계가 시편과 물리적으로 접촉하여 발생하는 모든 영향을 제거하는 이점을 제공합니다. 예를 들어, 포장 금속과 같이 시험 시편이 매우 얇은 경우 클립온 장치의 무게가 결과에 상당한 영향을 미칠 수 있습니다. 취약한 시편에 장치를 고정하는 데 사용되는 칼날도 시편을 손상시키고 조기 파손을 유발할 수 있습니다. 또한 AVE는 재료와 접촉하지 않으므로 고용량 재료를 시험할 때 신장계가 손상되거나 마모될 가능성이 없습니다.

테스트 소프트웨어
거의 모든 최신 시험기에는 사전 설치된 소프트웨어가 함께 제공되며, 시험 소프트웨어의 계산이 ISO 6892-1을 준수하고 기존 데이터와 일치하는 것이 중요합니다. 모든 소프트웨어 패키지가 동일하게 만들어지는 것은 아니므로 선택하는 플랫폼이 신뢰할 수 있는 결과를 제공하는지 아는 것이 중요합니다.
전 세계 수천 명의 고객이 Bluehill Universal을 사용하여 ISO 6892-1에 따라 재료를 시험합니다. ISO 6892-1 시험에 필요한 모든 계산은 Bluehill Universal에 이미 사전 구성되어 있지만, 처음부터 시작하여 자신만의 방법을 구축하려는 사용자를 위해 인터페이스는 사용자가 자신의 계산을 수동으로 쉽게 입력할 수 있도록 합니다. 금속 방법 패키지는 또한 다음 모든 표준에 대한 사전 구축된 방법을 제공합니다. ASTM E8 / E8M, ASTM A370, ASTM A615, ASTM E646, ASTM E517, EN10002, ISO10113 & ISO10275.
처리량
ISO 6892-1에 따라 시험하는 대부분의 실험실은 정기적으로 많은 양의 시편을 시험해야 합니다. 이러한 이유로 처리량을 늘리기 위해 할 수 있는 모든 것이 유리합니다. 다행히도 실험실의 시험 처리량을 늘릴 수 있는 많은 옵션이 있습니다. 작은 소프트웨어 수정은 반복 작업을 줄일 수 있으며, 일부 그립 및 신장계는 설정 시간을 줄이고 반복성을 높여 재시험의 필요성을 줄일 수 있습니다. 마지막으로, 운영자 상호 작용 없이 몇 시간 동안 시험을 실행할 수 있도록 전체 시험 프로세스를 완전히 자동화하는 옵션이 있습니다.

6800 시리즈 프리미어 시험 시스템 브로슈어
Instron 6800 시리즈 만능 시험기는 비교할 수 없는 정확도와 신뢰성을 제공합니다. 특허 출원 중인 Operator Protect 시스템 아키텍처를 기반으로 완전히 새로운 Smart-Close Air Kit 및 충돌 완화 기능을 갖춘 6800 시리즈는 재료 시험을 그 어느 때보다 간편하고, 스마트하며, 안전하게 만들어줍니다.

Automatic Contacting Extensometer – Model AutoX 750
The AutoX 750 is a high-resolution, long-travel automatic contacting extensometer. It can be mounted onto any electromechanical 3300, 3400, 5500, 5900, or 6800 Series tabletop or floor model system as well as LX, DX, HDX, and KPX static hydraulic testing systems. It is well suited for applications involving plastics, metals, biomedical, composites, elastomers, and more. The AutoX has a maximum travel of 750 mm and accuracy of ± 1 µm.

Bluehill Universal 브로슈어
Bluehill Universal은 직관적인 터치 인터페이스와 간소화된 워크플로우를 위해 설계된 Instron의 첨단 재료 시험 소프트웨어입니다. 사전 로드된 시험 방법, 신속한 설정을 위한 QuickTest, 향상된 데이터 내보내기, 직접적인 서비스 통신을 위한 Instron Connect를 제공합니다. Bluehill 2 및 Bluehill 3 사용자는 향상된 성능과 사용성을 위해 최신 버전으로 쉽게 업그레이드할 수 있습니다.

AVE 2 비접촉형 비디오 연신계
2세대 고급 비디오 연신계(AVE 2)는 특허 받은 측정 기술을 이용하여 가장 빠르고 가장 정확하며 상업적으로 이용 가능한 비접촉 스트레인 측정 장치입니다.