ISO 527-2: Zugversuch an Kunststoffen
Der definitive Leitfaden für die Durchführung von Zugprüfungen nach ISO 527-2 an Kunststoffen
Verfasser: Erica Lawrence
ISO 527-2 ist eine internationale Norm zur Bestimmung der Zugeigenschaften von verstärkten und unverstärkten Kunststoffen. Obwohl sie ähnliche Ergebnisse wie die ASTM D638 liefert, wird die ISO 527-2 aufgrund von Unterschieden in der Probengröße und den Testanforderungen nicht als technisch gleichwertig angesehen. Während einige große multinationale Hersteller sowohl nach ASTM D638 als auch nach ISO 527-2 testen, zeigen die meisten unserer Kunden je nach ihrem geografischen Standort eine Präferenz für die eine oder andere Norm. Nordamerikanische Hersteller testen in der Regel nach ASTM D638, während die Hersteller in Europa und Asien hauptsächlich nach ISO 527-2 testen. Kunden in China testen gleichermaßen nach ASTM D638 und nach ISO 527-2.
Dieser Leitfaden führt Sie in die grundlegenden Elemente eines Kunststoff-Zugversuchs nach ISO 527-2 ein, sollte aber nicht als adäquater Ersatz für die Lektüre der vollständigen Norm angesehen werden.

SO FÜHREN SIE EINEN ZUGVERSUCH AN KUNSTSTOFFEN NACH ISO 527-2 DURCH:
ISO 527-2 wird auf einer Universalprüfmaschine durchgeführt, indem eine Zugkraft auf eine Probe (Probekörper) aufgebracht und verschiedene Eigenschaften des Probenmaterials unter Spannung gemessen werden. Der Test wird mit Zuggeschwindigkeiten von 1 mm/min bis 500 mm/min durchgeführt, bis die Probe versagt (nachgibt oder bricht).
WAS MISST DIE ISO 527-2?
Obwohl die ISO 527-2 viele verschiedene Zugeigenschaften misst, sind die Folgenden die häufigsten:
- Zugfestigkeit – Die Menge an Kraft, die auf ein Material ausgeübt werden kann, bevor es nachgibt (sich irreparabel dehnt) oder bricht.
- Zugmodul – Wie stark sich ein Material bei Belastung verformen (dehnen) kann, bevor es nachgibt. Der Modulus ist ein Maß für die Steifigkeit des Materials.
- Dehnung – Die Zunahme der Messlänge nach dem Bruch geteilt durch die ursprüngliche Messlänge. Eine größere Dehnung weist auf eine höhere Duktilität hin.
- Poisson-Verhältnis – Ein Maß für das Verhältnis zwischen der Dehnung eines Materials und der Dünnheit, die es während des Dehnungsvorgangs annimmt.
Ist ISO 527-2 die richtige Norm für Sie?
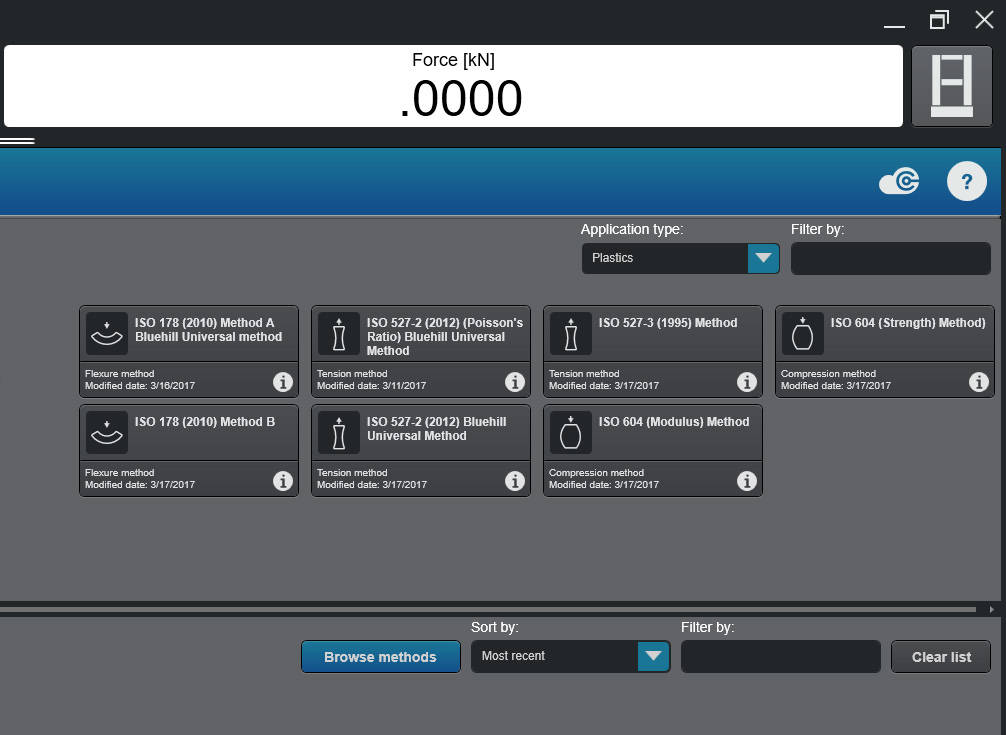
Es gibt viele verschiedene Prüfmethoden für verschiedene Kunststoffarten. ISO 527-2 ist für die Prüfung von starren und halbstarren Kunststoffen vorgesehen, unabhängig davon, ob sie geformt, extrudiert, bearbeitet oder gegossen sind. ISO 527-2 gilt auch für verstärkte Kunststoffe (mit Ausnahme von faserverstärkten Kunststoffen, die unter ISO 527-4 und ISO 527-5 behandelt werden). Bei der Prüfung von Folien und Blechen mit einer Dicke von weniger als 1 mm sollte die ISO 527-3 verwendet werden. Diese und weitere Methoden finden Sie in den Anwendungsmodulen von Bluehill® Universal, welche vorkonfigurierte Methodenvorlagen für die gängigsten ISO- und ASTM-Normen enthalten.
Zugprüfmaschine
Die meisten Prüfungen nach ISO 527-2 werden auf einer Tisch-Universalprüfmaschine durchgeführt. Ein 5-kN- oder 10-kN-System (1125 lbf oder 2250 lbf) ist am gebräuchlichsten, aber mit zunehmender Festigkeit von verstärkten Kunststoffen und Verbundwerkstoffen können auch Einheiten mit höherer Kapazität wie 30-kN- oder 50-kN-Systeme erforderlich sein.
Die Universalprüfmaschinen der Serien 3400 und 6800 von Instron sind ideal für die Prüfung nach ISO 527-2. Kunden mit hohem Testbedarf, die weltweit tätig sind, und Kunden mit fortgeschrittenen Forschungsanwendungen bevorzugen jedoch in der Regel die Systeme der Instron Serie 6800 mit dem pneumatischen Spannzeug 2712, das zusätzliche Vorteile bei den Genauigkeitsspezifikationen und Effizienzsteigerungen bietet.



Extensometer
Extensometer werden verwendet, um Moduldaten zu sammeln, was eine der wichtigsten Eigenschaften ist, die in ISO 527-2 bewertet wird. Elastizitätsmodul ist die Messung davon wie stark sich ein Material als Reaktion auf die Zugkraft dehnt oder verformt. Extensometer zur Messung des Moduls müssen ISO 9513 Klasse 1 mit einer Genauigkeit von 1% entsprechen, und je nach den Anforderungen in Ihrem Labor stehen mehrere Optionen zur Verfügung. Der einfachste Typ ist ein Aufsteck-Extensometer der Serie 2630 mit eine feste Messlänge, der zu Beginn jeder Prüfung direkt auf die Probe aufgesteckt und vor dem Bruch der Probe entfernt werden muss.
Wenn auf auf Poisson’s-Verhältnis getetet wird, muss auch ein Quer-Extensometer hinzugefügt werden, um die Breitenänderung im gesamten elastischen Bereich der Probe zu messen. Es kann sowohl ein eigenständiges Querextensometer, um ein vorhandenes Clip-on- oder automatisches Extensometer als auch ein zweiachsiges Gerät verwendet werden, um sowohl die axiale als auch die Querdehnung gleichzeitig zu unterstützen.

In Laboren mit hohem Durchsatz können automatische Extensometer dazu beitragen, die zeitaufwändige manuelle Manipulation durch den Bediener zu ersetzen und eine konsistentere Platzierung mit einer großen Anzahl von Proben zu ermöglichen, wodurch die Wiederholbarkeitswerte erhöht werden. Das AutoX750 wird automatisch ohne Störung durch den Prüfer an der Probe befestigt. Das Erweiterte Video-Extensometer (AVE 2) ist ein berührungsloses Extensometer, das eine Kamera verwendet, um die Verformung der Probe während der gesamten Prüfung zu verfolgen. Wenn nach anderen Standards, wie z. B. ASTM D638 oder ISO 178 getestet wird, bieten automatische Extensometer auch die Flexibilität, verschiedene Messlängen mit einem einzigen Gerät zu verwenden.

Probentypen
Es gibt sechs mögliche Probengrößen für die Prüfung nach ISO 527-2. Die bevorzugten Proben sind hantelförmige Proben Typ 1A (spritzgegossen) und 1B (bearbeitet). Während es Längenunterschiede zwischen diesen beiden Probentypen gibt, teilen sie sich eine Nennbreite von 10 mm und eine Dicke von 4 mm. Die bevorzugte Messlänge für Typ-1A-Proben beträgt 75 mm, was eine Änderung gegenüber der 2012 eingeführten Norm darstellt. Bis 2012 betrug die bevorzugte Messlänge für Typ 1A 50 mm, was für Qualitätskontrollprüfungen oder wo angegeben immer noch akzeptabel ist.
In Fällen, in denen das Material begrenzt ist, verwenden viele Labore Proben in geringer Größe der Typen 1BA, 1BB, 5A oder 5B. In diesen Fällen kann es aufgrund der geringen Messlängen und der kurzen Prüfzeiten technisch schwierig sein, das Modul zu messen. Die Ergebnisse kleiner Exemplare sind nicht mit denen von Exemplaren des Typs 1 vergleichbar.

Probenmessung
Alle Proben müssen vor der Prüfung gemäß ISO 16012 oder ISO 23529. Die meisten normalen Mikrometer sollten für diese Messungen geeignet sein. Damit das Testsystem Spannungsmessungen und nicht nur Kraftmessungen anzeigt, geben die Bediener die Querschnittsfläche (Dicke und Breite) der Probe ein, da Spannung = Kraft / Querschnittsfläche (diese wird in den Einheiten Psi, Pa, kPa, GPa usw. angezeigt). Während die Dicke und Breite starrer Proben unterschiedliche Messgenauigkeiten erfordern, ist es üblich, für beide dasselbe Messgerät zu verwenden. Es können zylindrische oder rechteckige Mikrometerspitzen verwendet werden, solange sie die von ISO 16012 erforderten Abmessungsanforderungen erfüllen. Spritzgegossene Proben werden oft mit einem Schrägenwinkel hergestellt, anstatt perfekt quadratisch zu sein, daher muss darauf geachtet werden, die Breite in der Mitte des Schrägenwinkels zu messen.

PROBENBELADUNG
Um korrekte Ergebnisse zu erzielen, müssen die Proben innerhalb der Spannzeuge korrekt ausgerichtet sein. Eine Möglichkeit, Fehlausrichtungen zu vermeiden, besteht darin, eine Backenfläche zu verwenden, die fast die gleiche Breite wie die Probe hat, was die visuelle Anpassung der Ausrichtung erleichtert. Der einfachste Weg, eine Fehlausrichtung zu vermeiden, ist die Verwendung einer Probenausrichtungsvorrichtung, die direkt an den Spannzeugen montiert wird.
Sobald sich die Spannzeuge an einer Probe festziehen, werden unerwünschte Druckkräfte aufgebracht. Diese Kräfte, obwohl winzig, können die Testergebnisse stören, wenn sie nicht richtig behandelt werden: Es ist wichtig, dass sie nach dem Einsetzen der Probe nicht ausbalanciert werden, da dies zu einem Versatz der Ergebnisse führt. Die Bluehill Universal-Software kann so programmiert werden, dass sie die Kräfte über mehrere Proben hinweg normalisiert und jede Durchhang- oder Druckkraft entfernt, um konsistente Ergebnisse zwischen den Proben zu gewährleisten. Für die Universalprüfmaschinen der Serie 5900 empfehlen wir außerdem die Verwendung von Specimen Protect, um eine Beschädigung der Probe oder des Systems während der Einrichtungsphase einer Prüfung zu verhindern, bevor die Betriebsgrenzen einer Prüfun’g festgelegt werden. Wenn es eingeschaltet ist, passt Specimen Protect automatisch den Kreuzkopf an, um unerwünschte Kräfte unter einem bestimmten Limit zu halten.
BERECHNUNGEN UND ERGEBNISSE
Bei der Präsentation von Testergebnissen ist es wichtig, sicherzustellen, dass die Begriffe ordnungsgemäß definiert sind, um der ISO-Norm zu entsprechen und den Datenvergleich zwischen verschiedenen Labors zu erleichtern.
DEHNUNGSMESSUNG
Der häufigste Fehler beim Daten-Reporting ist die Meldung von Dehnungswerten unter Verwendung von falschen Quellen. Bei Kunststoffen kann die prozentuale Bruchdehnung oft nicht ausschließlich mit einem Extensometer gemessen werden, da Kunststoff nicht homogen abgebaut wird und die Dehnung oft auf einen unverhältnismäßig kleinen Teil der Probe konzentriert wird, eine Eigenschaft, die als "Einschnürung“ bekannt ist. Da Einschnürungen außerhalb der Messlänge des Aufnehmers auftreten können, muss der Begriff "Nenndehnung" verwendet werden, um die prozentuale Dehnung an allen Punkten nach der Streckgrenze anzugeben. Die Verwendung eines Extensometers für die Bruchdehnung ist nur dann akzeptabel, wenn die Dehnung in der gesamten Probe homogen ist und keine Einschnürung oder Streckung auftritt.
Die Nenndehnung wird je nach verwendetem Prüfverfahren unterschiedlich definiert. Für ISO 527-2 kann die Nenndehnung auf zwei verschiedene Arten gemessen werden: Methode A misst die Nenndehnung rein durch Kreuzkopfverschiebung, für Mehrzweckproben wird jedoch Methode B bevorzugt. Bei Methode B wird die Nenndehnung als die vom Dehnungsaufnehmer bis zum Fließen und von der Traversenverschiebung nach dem Fließen gemessene Dehnung gemessen, wodurch sichergestellt wird, dass das Einschnürungsverhalten außerhalb der Messlänge des Extensometers berücksichtigt wird.
MODUL
ISO 527-2 definiert Modul als die Steigung der Kurve zwischen 0,05% und 0,25% Dehnung, wobei entweder eine Akkord- oder eine lineare Berechnung zur Regressionssteigerung verwendet wird. Da die Berechnung des Moduls bei 0,05 % Dehnung beginnt, ist es von höchster Bedeutung, dass die entsprechenden Vorspannungen an das Material angelegt werden, um ein Durchhängen oder Druckkräfte aufgrund des Einspannens der Probe zu vermeiden. Sie darf 0,05 % Dehnung oder 1 % der Zugfestigkeit des Werkstoffs nicht überschreiten.
ZUGFESTIGKEIT
Bei der Aktualisierung der Norm im Jahr 2012 wurde die Definition der Zugfestigkeit geändert. In früheren Versionen wurde die Zugfestigkeit als maximale Spannung zu jeder Zeit während der gesamten Prüfung definiert. In der neuesten Fassung der ISO 527-2 wird die Zugfestigkeit auf das erste lokal ausgestellte Maximum gemessen. Diese Änderung ist besonders für Kunden, die Materialien mit Streckgrenzen wie Polypropylen, Polyethylen und Nylon testen, kritisch.

DURCHSATZ
Für Labore mit hohem Prüfbedarf können mehrere Änderungen am Zugmaschinenaufbau bis hin zu vollautomatischen Prüfsystemen vorgenommen werden, um den Prüfprozess zu beschleunigen und den Durchsatz zu erhöhen. Vollautomatische Systeme wie das AT3 von Instron integrieren Probenabmessungen, Probenladen, Prüfen und Probenentnahme und können stundelang ohne Bedienereingriff laufen. Diese Systeme tragen dazu bei, die Variabilität aufgrund menschlicher Fehler zu reduzieren, und können nach Schichtende laufen gelassen werden, um nach dem Ende des Arbeitstages der Bediener weiter Ergebnisse zu erzeugen.

Broschüre Serie 6800 Premier Testing Systems
Universal-Testsysteme der Instron Serie 6800 bieten unvergleichliche Genauigkeit und Zuverlässigkeit. Die 6800 Serie basiert auf einer zum Patent angemeldeten Operator-Protect-Systemarchitektur mit einem brandneuen Smart-Close Air Kit und Collision-Mitigation-Funktionen, wodurch Materialtests einfacher, intelligenter und sicherer sind als je zuvor.

Broschüre der Universalprüfsysteme der Serie 3400
Instron Universalprüfsysteme der Serie 3400 für Zug-, Druck-, Biege- und andere Materialeigenschaftsprüfungen.
Bluehill Universal Broschüre
Bluehill Universal ist die fortschrittliche Materialprüfsoftware von Instron, entwickelt für intuitive Touch-Interaktion und optimierte Arbeitsabläufe. Sie bietet vorinstallierte Prüfmethoden, QuickTest für eine schnelle Einrichtung, verbesserten Datenexport und Instron Connect für die direkte Servicekommunikation. Anwender von Bluehill 2 und Bluehill 3 können problemlos auf die neueste Version upgraden, um die Leistung und Benutzerfreundlichkeit zu verbessern.

Berührungsloses Video-Extensometer AVE 2
Das erweiterte Video-Extensometer (AVE 2) setzt patentierte Messtechnologie in dem schnellsten und genauesten berührungslosen Gerät zur Dehnungsmessung auf dem Markt ein.
