Primo Medical Group
An Industry Leader in the Development, Manufacture, and Assembly of Quality Medical Devices and Precision Machined Components
A Growing Market
Between the rising prevalence of chronic diseases, an aging population, and a lingering pandemic, the medical device industry has been under tremendous pressure to expand both the quantity and variety of products offered. Alongside this growth – which is expected to continue at a 5.0% compound annual growth rate (CAGR) through 2028¹ – is a market landscape undergoing constant transformation and innovation, some of which is coming from established market leaders and some from new market entrants and startups. Primo Medical Group finds itself at the intersection of these changing trends and growing pressures.
Who is Primo Medical Group?
The journey to Primo Medical Group started in 1953 under the name Stoughton Tool & Die – a business that offered precision machined components primarily to the aerospace and defense industries. In the late 1980s, they expanded their business model to include medical devices. Since then, and after a name change, they’ve become a leading contract manufacturer serving most of the major medical device companies and producing thousands of different products. They have also launched and incubated six different medical device startups over the last 20 years that have been the source of some of their 130+ patents.
As a contract manufacturer Primo has engineered, manufactured, and assembled a wide array of medical devices including implants, instruments, surgical kits, infusion ports, delivery systems, electrical mechanical devices, dental implants, screws, fixation systems, spinal systems, and more. Their facilities include large machine shops with rows of CNC machines, assembly lines, and clean rooms that comply with various ISO standards and FDA regulations.
What Do They Test?
The short answer is - a lot. They’ve produced thousands of different products over the years requiring meticulous R&D, design validation, and quality testing on the production line. In addition, many of their medical products are packaged in sterile pouches. Because the seal on those pouches is critical, Instron equipment is used to perform regular peel testing per ASTM F88 right in the production area, and all of the data from the pouch tests gets included as part of the quality records for the products they manufacture.
Adaptability is Critical
Quality is a central concern for all aspects of Primo’s business, and their focus in this area starts with their Quality Engineering team run by Michael Bailey. His team is responsible for working with the Design team on all the products to come up with fixturing and develop the test methods that ultimately get used in production. Throughout their R&D and production operations they use Instron 3300 and 3400 Series single-column universal testing systems for all their DV and quality testing.
Given the range of products they test, the adaptability of their testing equipment is critical. Many of their products have irregular geometries and can be awkward to orient for testing – so the team quickly realized they needed to look beyond the standard grip offerings.
Through working with Instron, Primo found their solution for testing irregular geometries in a component test plate that gets mounted to the base of their Instron frame. The plate is covered in M6 threaded holes, which allows them to adapt their fixturing to fit a variety of device geometries. With this plate they can easily secure test specimens directly with M6 bolts or secure other custom fixturing to the test plate when needed. Since the company’s initial investment, this test plate has become a staple accessory for their universal testing machines.
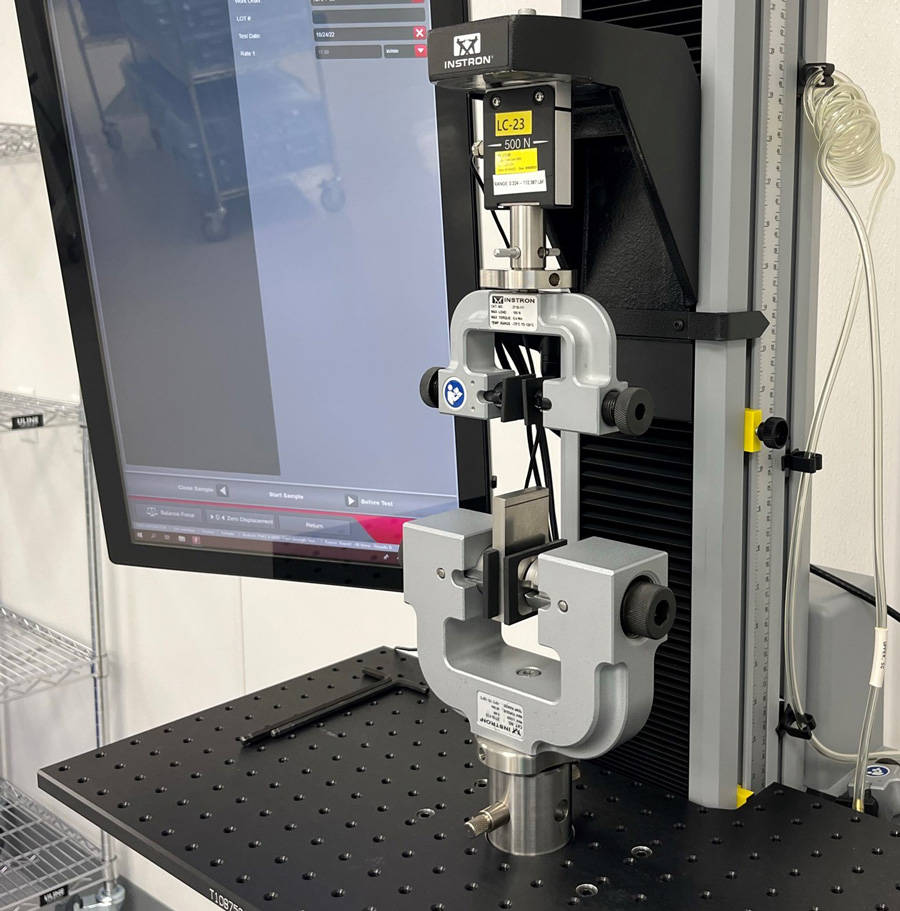
Primo Medical Group's 3400 Series system is equipped with a component test plate and a normal base adapter they can add when they need to perform testing with grips and other fixtures.
An Added Level of Security
Like many Quality Engineering teams, Michael Bailey and his group are responsible for developing test methods before releasing them to the operators who will be performing these tests all day, every day.
It is critical to ensure that each test is performed using the same method every time. That’s why Michael and his team utilize the built-in security features in Bluehill® Universal that allow them to lock down certain settings or parameters based on who’s using the frame. This empowers Michael to give his Quality Engineering team the permission sets to modify test methods as needed for R&D and DV testing, while offering a more limited permission set to the day-to-day operators on the production line. Limiting permissions based on groups or teams is an important tool for reducing the risk of accidental method changes that could lead to bad data and product quality issues.
Learn more about Primo Medical Group at www.primomedicalgroup.com.
¹ https://www.grandviewresearch.com/industry-analysis/us-medical-device-manufacturers-market